Choosing The Best Flux for High Quality Electronic Soldering
Flux is essential in electronic soldering because it removes oxides, improves wetting, and ensures strong, reliable solder joints between metal surfaces.
When joining two metals in a soldering process, such as in PCB assembly, flux is required to achieve a true metallurgic bond. This ensures the solder joint does not crack or come loose with everyday wear and tear.
Flux aids in both soldering and desoldering by removing oxide films that form on metal surfaces. It increases the wetting ability of solder, allowing it to flow uniformly rather than bead up (dewetting).
Flux plays a crucial role in electronic soldering by helping overcome impurities, oxides, and contaminants that can interfere with strong bond formation. This article covers the types of fluxes available, the advantages and disadvantages of each, and options for flux removal.
What is Flux and How Does It Work?
Flux is a chemical compound that prepares metal surfaces for soldering by:
- Removing oxides
- Promoting wetting
- Enhancing solder flow
It is commonly available as a paste, liquid, or core within solder wire. The flux compound contains active ingredients, such as rosin or organic acids, that react with the oxides on the metal surface.
When heated, flux activates and removes oxides while helping prevent new oxidation. It also promotes wetting by reducing surface tension, allowing molten solder to spread evenly and adhere to metal surfaces, forming strong and reliable joints. Additionally, flux creates a temporary protective barrier that shields cleaned metal surfaces from re-oxidation during the soldering process.
Flux Classifications (IPC J Standard)
There are different types of flux available for various soldering applications. Some are designed for specific metals, such as copper, while others are suitable for a wide range of uses. Fluxes also vary in activity level depending on the amount of oxidation or contamination present on the metal surfaces.
The IPC J Standard (Joint Industry Standard) flux classification system has replaced the military’s soldering standards under QQ-S-571 and MIL-F-14256. Under this system, fluxes are classified by composition, activity level, and halide content.
- Types: RO (rosin), OR (organic), IN (inorganic), RE (resin/synthetic resin)
- Activity levels: L (low activity or <0.5% halide), M (medium activity or 0–2% halide), H (high activity or >2% halide)
- Halide content: 0 (no halides), 1 (some halides)
Under this classification scheme, an ROL0 flux is a rosin flux with low activity and zero halides. An RMA flux could be classified as ROM1 if it contains 0.5 to 2.0% halide content.
Advantages of Flux Classifications
| Rosin | No-Clean | Aqueous |
|---|---|---|
| Fast Acting | Cleaning is optional when fully activated | Can be removed with water or water with mild surfactant |
| Easy to Clean | ||
| Compatible with wide variety of solders & Processes |
Rosin (type R) Flux
Rosin flux, derived from pine tar resin, is the most basic soldering flux and has been used for over a thousand years. It consists primarily of naturally occurring acids, including abietic acid. When dissolved in a solvent such as isopropyl alcohol and used without activators, it is classified as Type R rosin flux.
Activators can be added to improve removal of heavier oxide films, especially at the higher temperatures required for lead-free solder alloys. These include:
- RMA (rosin mildly activated)
- RA (rosin activated)
Common activators, such as organic acids, halogenated compounds, amides, and organic salts, are corrosive and must be removed to ensure long-term reliability.
Activated and mildly activated rosin fluxes can leave behind chloride ions and other residues that may cause corrosion, attract dust, and lead to electrical failures such as shorts. These residues must be removed after soldering or desoldering.
As lead-free soldering becomes more prevalent in manufacturing, the use of more highly activated fluxes will increase, making thorough cleaning after soldering and desoldering mandatory.
No-Clean Flux
No-clean fluxes can be made with either natural rosin or synthetic resins.Rosin-based no-clean fluxes are similar to rosin (R type) fluxes, but they usually contain natural gum rosin at a much lower concentration than R, RMA, and RA flux solutions. True synthetic no-clean fluxes use synthetic resins that provide the same desirable properties as natural rosin products.
No-clean flux solutions can also contain additional activators, and the residues they leave behind can still lead to corrosion.
No-clean fluxes were developed to help circuit board manufacturers avoid the time and cost of cleaning after soldering. They leave much less residue than conventional R type flux, and that smaller amount of residue will usually not interfere with board operation or cause long-term corrosion-related failures.
However, no-clean flux residues can still:
- be sticky
- attract dust
- detract from the appearance of the circuit board
- require removal to meet appearance or operation standards
If the circuit board will be conformal coated, the board surface must be free of flux residues, including the minimal residues left by no-clean flux, to ensure proper adhesion of the conformal coating.
The need to use more activated, corrosive fluxes with lead-free alloys may also make removing flux residues necessary, further reducing the benefits of using no-clean fluxes.
Water Soluble (Aqueous) Flux
Water-soluble fluxes typically use water-soluble resins, and their residues must be removed with a water rinse.
Some formulations are fully water-based, eliminating the need for alcohol-based flux solutions. This can help reduce VOC emissions for manufacturers operating under strict environmental regulations.
Common acid activators used in water-soluble fluxes include:
- organic acids
- halogenated compounds (chlorine or bromine)
- amides
- monobasic and dibasic organic salts
All of these activators are corrosive and must be removed from the circuit board to ensure long-term reliability.
Flux Formats and Packaging Options
There are several soldering flux formats available, including liquid flux, tacky flux, flux core, and flux in solder paste. Each format has advantages depending on the application, joint accessibility, and required application method.
Liquid Flux
Liquid flux is a common form that comes in a liquid consistency, often thinned with isopropyl alcohol (IPA) and packaged in bottles, syringes, or pens for easy application. It is applied to solder joints or components before soldering to clean surfaces, improve solder flow, and enhance joint quality.
Liquid flux is also widely used in wave soldering for through-hole PCB assembly. It is applied using spray, foam, or selective applicators to ensure controlled placement only in required areas and to avoid over-application.
Tacky Flux
Tacky flux, also known as sticky flux, has a thicker, gel-like consistency that helps it adhere to the surfaces being soldered. This makes it well suited for applications where flux must not run or drip, such as vertical or overhead joints.
Flux Core
Flux core solder is a solder wire with a hollow core filled with flux. As the wire melts, the flux is released, cleaning the surfaces and aiding solder flow. This format combines solder and flux in one product, eliminating the need for separate flux application.
Flux in Solder Paste
Solder paste is a semi-solid mixture of solder alloy particles and flux, commonly used in surface mount technology (SMT) applications. It helps clean solder pads and components, promote wetting, and hold components in place prior to reflow soldering.
Flux is an essential component in electronic soldering. It removes oxides, promotes wetting, enhances solder flow, and prevents re-oxidation, all of which contribute to strong and reliable solder joints. Selecting the appropriate flux format ensures optimal electrical and mechanical connections for the specific application.
Chemtronics Flux Products
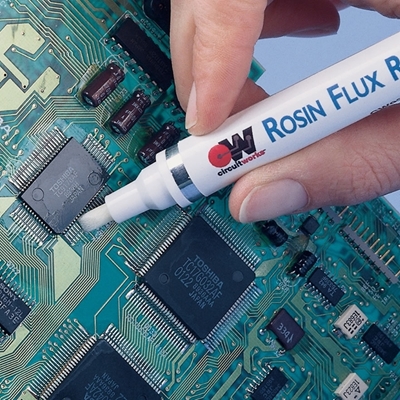
CircuitWorks Flux Dispensing Pens provide controlled, precise application and are compatible with most materials used in electronics manufacturing. They can be used on printed circuit boards, heat sinks, chip carriers, switches, sockets, and more.
These pens are fast-drying, portable, and minimize excess flux waste. Their instant wetting action helps thoroughly deoxidize metallic surfaces, improving results in hand soldering.

Available Flux Dispensing Pens:
- Rosin Flux Dispensing Pen – Quickly applies a noncorrosive Type R flux (meets MIL-F-14256 E and F)
- No Clean Flux Dispensing Pen – Precisely applies a halide-free, low-solid organic flux (meets Bellcore TR-NWT-000078 and IPC SF-818)
- Lead-Free Flux Dispensing Pen – Applies a noncorrosive, halide-free no-clean flux for lead-free applications (meets Bellcore TR-NWT-000078 and IPC SF-818)
- Water Soluble Flux Dispensing Pen – Designed specifically to apply a neutral pH, water-soluble flux compatible with most solder masks; cleans easily with water, reducing cleaning cost
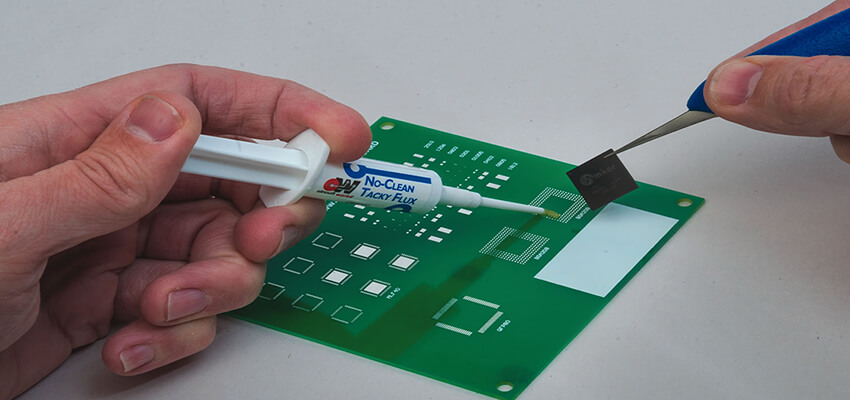
CircuitWorks Tacky Flux is a Type ROL0 formulation designed for BGA rework requiring high reliability, stability, and cleanliness. Its gel composition holds components in place during processing, even with board movement. The lower viscosity allows easy application, contains no ionic material, and is suitable for cleanroom environments.
For soldering tips, including soldering and desoldering techniques and maintenance of soldering irons, see the Techspray Ultimate Guide to Electronic Soldering.
Chemtronics Flux Removers
Flux removers are recommended for post-solder operations, PC boards, sensitive circuit components, component leads, SMD pads, chip carriers, plugs, sockets and heat sinks, and Thru-hole and SMT devices.

Proper maintenance is critical to ensure reliable circuitry. Not only unsightly, some flux residue can promote short circuits and corrosion, degrading or destroying the printed circuit board. The type of flux to be removed, solvent compatibility and ease of application are all factors to consider when choosing the appropriate product.
Flux-Off® is available in aerosol, BrushClean™ System, and liquid form for vapor degreasers, spray systems, ultrasonics, and dip tank applications. These products are specially formulated to remove all types of rosin (types R, RA, and RMA), no-clean, water-soluble and synthetic (type SA) flux. Flux remover spray can spray in any direction, even upside down.
CircuitWorks Flux Remover Pens:
- Rosin Flux Remover Pen – Quickly cleans Type R, RMA, and RA flux residues
- No Clean Flux Remover Pen – Precisely removes organic and synthetic low-solid no-clean fluxes
- Lead-Free Flux Remover Pen – Cleans rosin (R, RMA, RA) and no-clean flux residues used in higher-temperature lead-free applications
For more information on the best cleaning methods of all types of fluxes and electronic assemblies, check out our Ultimate Guide to Cleaning Electronics or contact your Chemtronics application specialist at [email protected] or 770-424-4888.
Frequently Asked Questions (FAQs)
Q: What does flux do in soldering?
A: Flux removes oxides, improves solder wetting, and helps molten solder flow evenly to create strong, reliable joints.
Q: Do you always need to clean flux after soldering?
A: Not always, but many fluxes, especially activated and water-soluble types, require cleaning to prevent corrosion and reliability issues.
Q: What is the difference between rosin and no-clean flux?
A: Rosin flux often requires cleaning due to residue, while no-clean flux leaves minimal residue but may still need removal for certain applications like conformal coating.
Q: When should water-soluble flux be used?
A: Water-soluble flux is ideal when strong cleaning performance is needed and post-solder water cleaning is available.
Q: What flux is best for PCB soldering?
A: The best flux depends on the application, but commonly used options include no-clean flux for general use and rosin or water-soluble flux for higher activity requirements.
Ask A Technical Question
Stay up-to-date on Chemtronics news, products, videos & more.
Related Products