Webinar: Optimizing Selective Spray Conformal Coating for Maximum Output
Speakers:
- Pierce Pillon – Senior Field Engineer, ITW Contamination Control Electronics
- Kevin Pawlowski – Application Specialist, ITW Contamination Control Electronics
- Jon Urquhart - Director - Global Applications Engineering, PVA
Table of Contents (click to view subject)
Kevin Pawlowski:
My name is Kevin Pawlowski. I will be your host today in our webinar, selective spray conformal coating, optimizing for maximum output. So the idea here, what we're going to be talking about is how to optimize your process, because you're not in the business of just coating boards, you're in the business of making money, hopefully coating boards. So, we're going to help you maximize that.
I'm Kevin Pawlowski, I'm a marketing manager, application specialist over at Chemtronics. Good person to know if you, have any questions and you call in, there's a good chance you'll get me on the phone. if you do on our website, you go chat, you're got a chances though you can get me and I can generally answer a whole lot of questions. I've been at this about 18 years. So, I can offer a lot, but I'm not a chemist, but luckily we do have chemists on staff.
So speaking of which we have Pierce Pillon, Pierce is a Senior Field Engineer at ITW. And he's formulated a lot of these coatings, but also he's our field engineer. So he's out there, trying to make things work right for you. So if there's any problems, he's the one that jumps on an airplane and gets over to you. And he's been in the industry about, 18 years as well, and has been very active with IPC, SMTA, and just out there, also, you may have seen him at, any of these events, speaking.
Now Pierce covers the chemistry side, John's covering the equipment side. So between the two of them, we've got it all covered. And so that's the whole point of this is get the experts together, and let's talk about how to make your process work as good as it can get. John's the director of global applications engineering, and so similar to Pierce, he's of people that are there to help you get your job done. If you're running into any spray problems, if you're trying to spec in some new equipment, there's a good chance you're going to talk to John as well.
Conformal Coating Overview
Pierce Pillon:
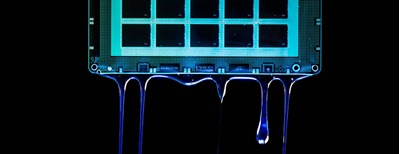
So just a little bit about just conformal coatings in general, when our laboratory team or any of the other coating manufacturers create these coatings, they're designed to protect your PBAs and your assemblies, from many environmental exposure in their service areas. And just basic typical characteristics of any conformal coating, it will conform to the contours of the board. It will get in all the nooks and crannies where it needs to go.
It will coat very evenly and it goes in between the gaps between the components, if the settings are correct and you've chosen the correct chemistry, they're very lightweight, they're very flexible. And for the most part, they are humidity and temperature resistant. They are not waterproof. So let's bear that in mind.
Why Use Conformal Coating?
So why do you want to coat? Well, first and foremost, it will increase the reliability and the workings of your PCBA and your final assembly in the service environment. Well, how does it do this?
Okay, well, it'll provide protection from any environmental and physical contaminants, whether it is gaseous, whether it's chemical splashes, whether it's UV invasion, FOD, just about anything that you can think of, if you've chosen the right coating. It will prevent any kind of current leakage, that may be going on, if you get moisture invasion, it insulates any heat sensitive, moisture sensitive components to a degree. It prevents arching if you get moisture invasion under the coating, it will help to prevent that.
Conformal Coating Application Methods: Brushing
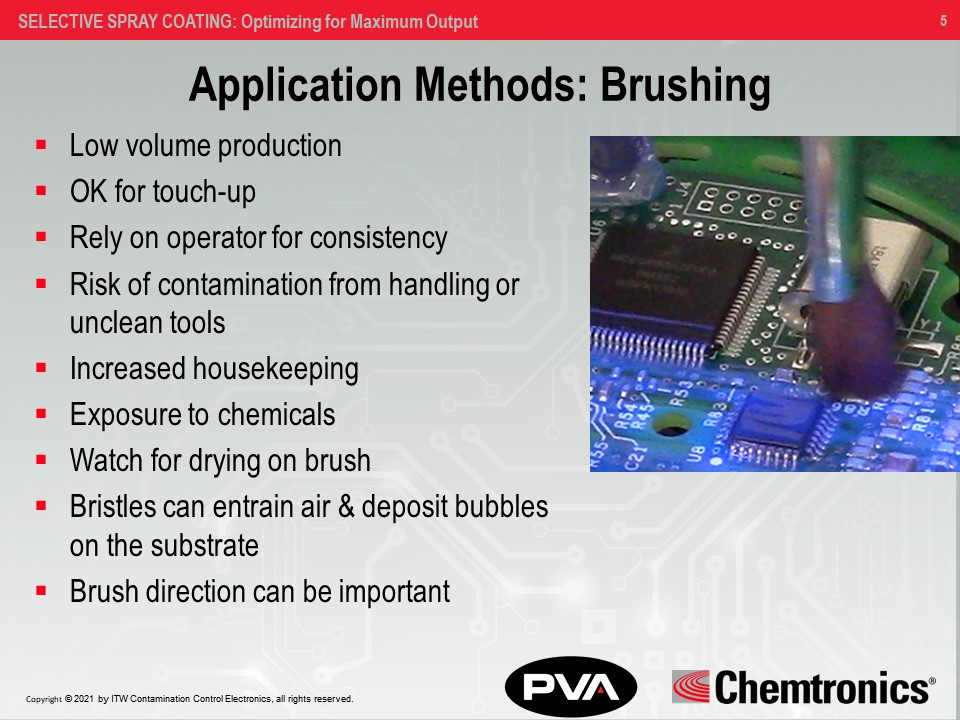
So let's go over a couple of the application methods. And the first is obviously a manual method, it's usually a lot of times for very small areas for touch up, for prototyping. There's some pros and a lot of cons to brushing, it's totally reliant on the operator for consistency. Every operator will brush a little bit differently, even one operator will brush one board one way and another board slightly different.
There's always, always a risk of contamination from handling the assembly, or if your tools are not clean, if there's a breeze coming from air registers, whatever, there's always that that potential for having FOD land on that coating, there's obviously increased housekeeping with it. You'd have exposure to the operators from the chemicals that you're using from the solvents and the coatings, obviously very low volume production, your throughput is very reduced on this.
When you do brush, we always recommend using natural hair bristle brushes, nothing synthetic because some of the cheaper brushes will dissolve in the coatings. So be very careful about that. If you have some drying of the coating on the brush, if the operator gets up and takes a break and doesn't put it back into of a solvent and cup, it could accumulate on that brush and then deposit on the board. The courser the bristles are the bigger the bristles are, those can entrain air, as you're dipping in, as you're wiping off, it can entrain air between those bristles. And then when you make your pass across the board, it will deposit those bubbles on that substrate. Sometimes they'll come out, sometimes they won't. Brush direction can be very, very important, relative to the coverage that you're getting in a specific area or on a specific component.
And generally these are used as I mentioned before for prototyping, for touch uping, if you're R&R-ing and, or removing and replacing a component, you'll take the component off, you'll clean the area again, and then you can just touch up with a brush. So that's brushing.
Conformal Coating Application Methods: Dipping
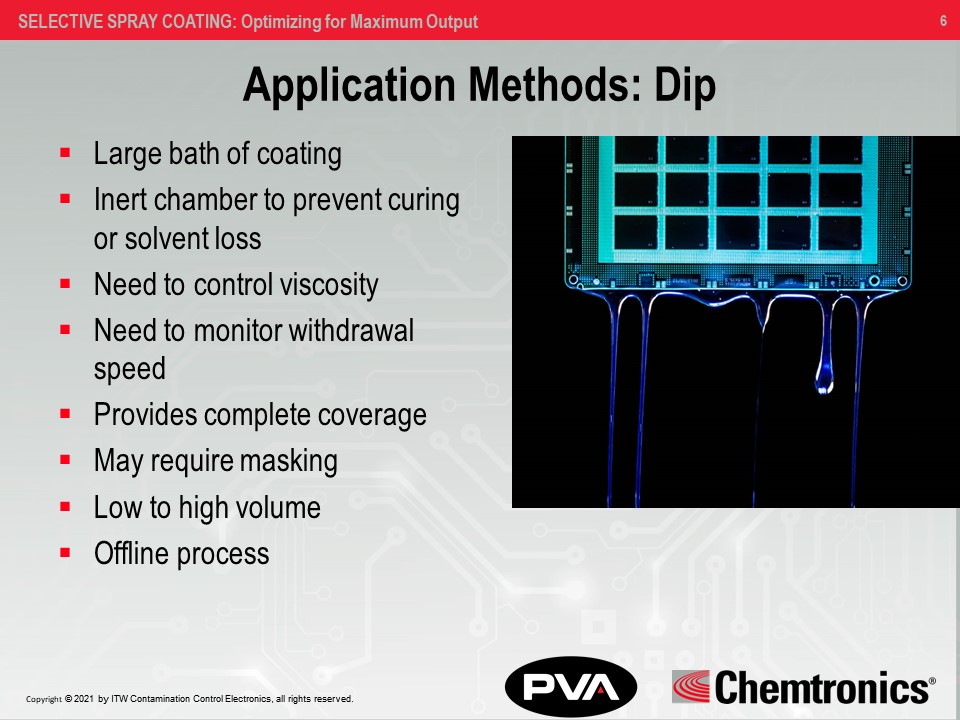
If you're dipping, this can be done obviously manually. They do have automatic system where you can dip. It's pretty much a robotic system, but there's a large bath for the coating. And on the larger systems, the more automatic systems those can have a nitrogen blanket on there that can prevent it from, drying out.
And where you have a lot of viscosity issues from start to finish over a project or over a shift, you do need to monitor that withdrawal speed. And the reason being is that your withdrawal speed is the only thing that's going to determine your wet film thickness, contrary to what you may think, the slower you withdraw it, the less wet film you have and the faster you withdraw it, the more wet film thickness you'll end up with. Generally, like I mentioned before, an inert chamber, whether it could be helium, it could be nitrogen, it prevents curing solvent loss, product loss and a financial loss to you. It does comply or provide complete coverage of the board. You just have to have that residence time in the coating to allow that to go everywhere it needs to go.
It can be anywhere from a low volume to a high volume, depending on if you're doing this manually or it's an automatic system. And it's generally an offline process. In other words, it's not conveyorized over to this. They take it from assembly to cleaning to the dip coat process areas.
Conformal Coating Application Methods: Manual Spraying
Jon Urquhart:
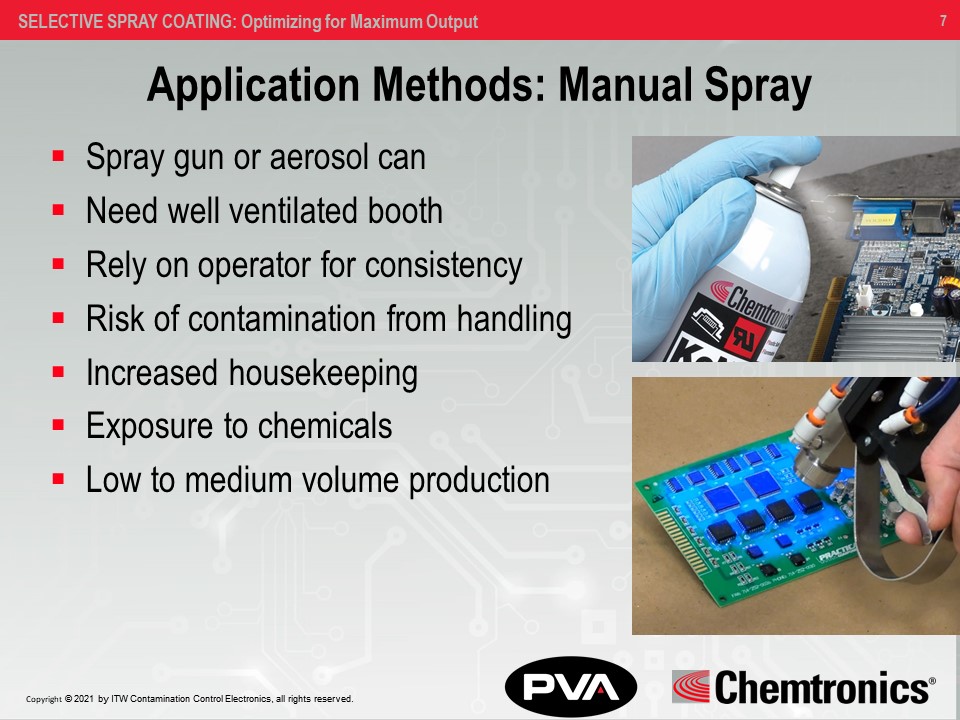
So one of the, I guess we'll say final and most common methods to manually apply conformal coatings is the spray method. And by spray, I'm referring to manual spray using, either an aerosol can or a hand spray gun. When you're doing that, your boards will need to be masked for any areas that don't require coating. And the masking will also need to be removed after cure.
The process will need to be performed inside of a spray booth or ventilated booth of some sort, usually with filters, so that you're taking any over spray or vapors, from any solvents away from the operator. And, like any other manual method, the work area's got to be kept clean. There's also, a lot of risk for contamination from dust and dirty tools and all that. So, housekeeping is key. And while manual spring is quite an effective method, there's a lot of handling with masking, demasking. And the consistency of the finish and the thickness, still relies heavily on the operator.
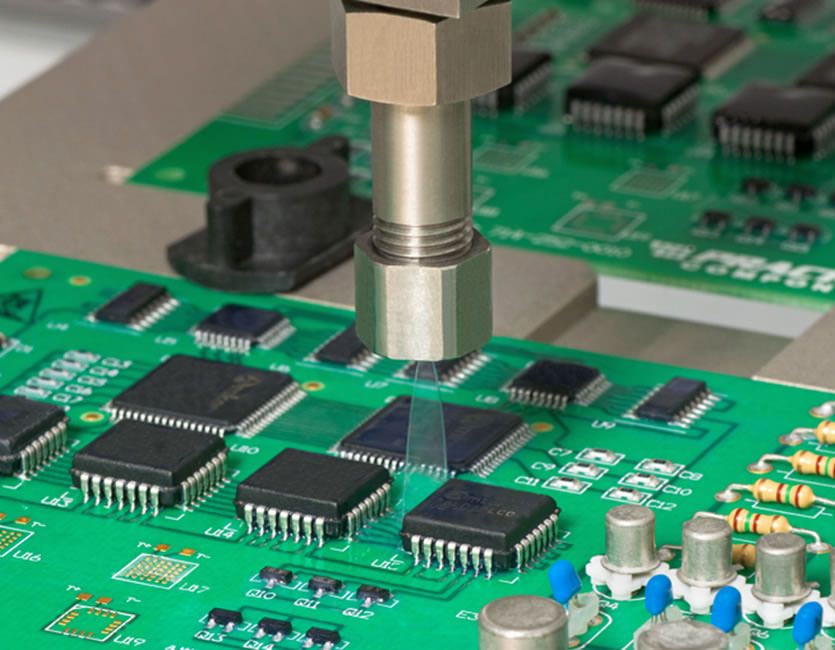
Conformal Coating Application Methods: Selective Spraying
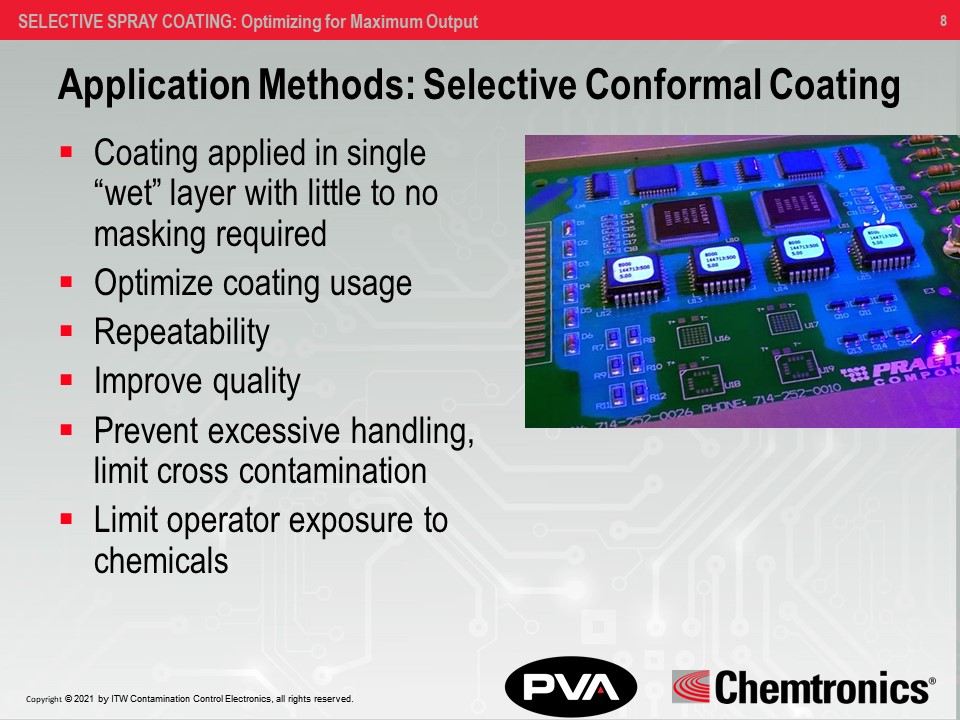
So now we get into a selective process. So when you're applying conformal coating selectively, you're applying the coating in a specific pattern, using a robot on a board, typically using one or more types of applicators, and it's applied in a single wet layer that will dry to your target thickness. Don't typically use multiple layers to apply selectively, but, I've seen it done in some special situations.
With selective systems you do get the benefit of optimized coating usage, due to no over spray, essentially you're programming exactly where you want the coating to go. You're not necessarily spraying off the sides of the board. You're also getting a very repeatable and usually improved process compared to your manual methods. And it's also a safer and much cleaner process for your operators.
Circuit Board Design for Conformal Coating
So, if you've got a product that you are planning to start coating selectively, here's a kind of a question I get asked a few times a years, how would I design a board? How would I lay it out for selective coating? If you do have the luxury of working with a product designer and you can talk about, designing for manufacturer, here's kind of a short list of guidelines to use for layout to just help enable a selective coating process, and allowing to be successful.
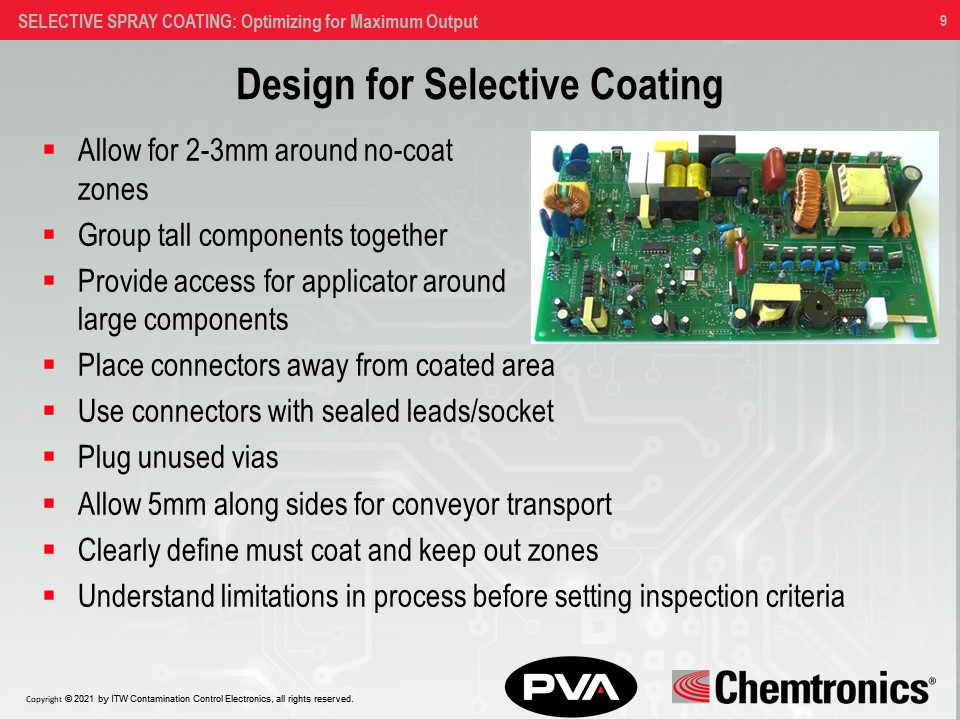
Some of the key points, you want to allow, two to three millimeters, would be great around no coat zones or keep out areas. This just allows any variation in coating flow, it's good to group any of your tall components together, but with that being said, you also want to leave enough access so your applicators can get around any large components, or if they got to get coating underneath tall components.
You want to play place connectors away from your coated areas if possible, like anything, just give yourself enough room, between the must coat and no coat areas, any connectors being used, it's always good to use a type of connector that has a sealed lead, or it's got a sealed socket, this just prevents coating from wicking in inside, should you have to coat around the base of the connector or connector leads.
It's always good to plug unused vias that way you prevent coating from seeping through or wicking through to the other side of the board.
You want to leave enough edge clearance on the board, typically five millimeters is to allow for smooth conveyor transport. And then you want to clearly define, what must be coated and what must not be coated. And then, when it comes to inspection, make sure you understand the limitations of the process. In other words, what thicknesses can, and can't be achieve, what sort of coverage can and can't be achieved and how does it look. Be sure to make sure your design people understand that.
So let's see, when you're planning for automation, there's a few things to consider, based on your board design. This helps determine how large of a coating machine do you need.
- Does it have the proper clearances to allow the boards to transfer properly?
- How will the products be handled?
- Will it be handled manually?
- Do they need to be in a carrier or a pallet of some sort?
- Will they be transferred on a shuttle or conveyor?
- And also what type of application method will be used?
- Can a product be fully selectively coated, or do any areas require, a tape duct or a masking duct applied?
- And also do the applicators require special clearances or extra reach around tall components?
- Does the coating system have enough axis in motion to complete the task? In other words, can you do it with a simple three axis machine, or do you need a four or five axis machine to access all areas of the board? And how will the product be cured?
This will lead to how you set up your curing and we'll talk about this briefly a bit later.
So, this is one item I'd like to always comment on if I'm talking to somebody about, setting up a new process is, make sure your documentation clearly outlines what you're trying to achieve and where you're trying to coat. And this example that I just threw together from just the random concept, if you see the image on the left, obviously we get a lot of drawings in black and white. And you see a lot of different types of crosshatch and axis, and everything else. And it's kind of tough to determine what you must and you must not coat. So if you take a look, can you find nine, keep out areas easily in that whole drawing? It's not always that easy, if you can do something like the image on the right, and honestly, it might be easier to said than done, but just adding a little bit of color makes a huge difference.
You want to lay out three different types of call outs for coverage, in the green you've got where the coating is absolutely required. In the white areas, the coating is optional and the red areas show, where you absolutely must not have any coating. So this helps minimize, any questions or issues in determining, what is a properly coated board? And one additional thing, and this sort of layout, this the image on the right could actually come in handy, if you're trying to set up an AOI system. So, you can clearly define, what regions the cameras need to be looking for.
Kevin Pawlowski:
I have a quick question. So I'm seeing this coating optional area. So it looks like, on the image to the right you're building in some tolerance also into the keep out area.
Jon Urquhart:
Yup. So, yeah, that kind of goes along with the idea I had mentioned earlier about, if you can, design or have input into layout of a board, can you have two to three millimeters for clearance from your must coat and your no coat areas. Again, that's just to allow, variations in coating flow, should they come up.
Kevin Pawlowski:
Okay, now I have one more question. Now, I don't want to get us too far off track, but, you had mentioned, axis, machines that have three access points or four to five. Now, I know length with depth, but what are we talking about with axis points once you get the four to five?
Jon Urquhart:
So, when you're getting beyond three, you've got X, Y, and Z, left, right, front, back and up, down, vertical, but then you've got rotational. So you might be spinning actually about the Z axis, and then fourth or fifth, could have a servo or pneumatic tilt. So now you've got the ability to coat sides components, underneath components, just get into hard to reach areas that just the vertical type approach can't get to.
Solvent-based vs. 100% Solids Conformal Coatings
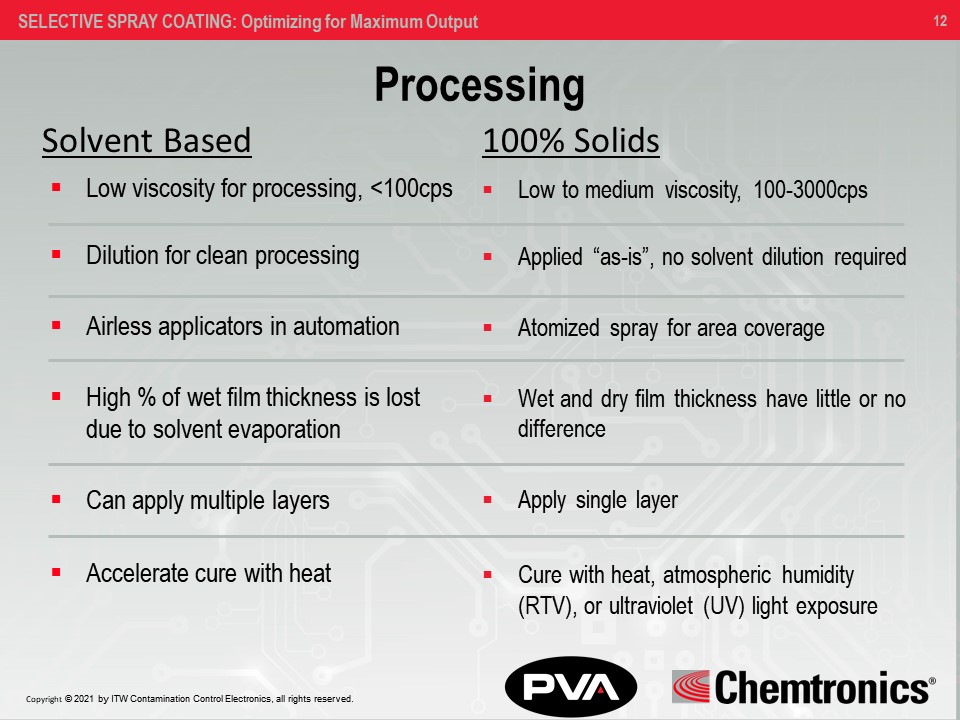
All right. When it comes to processing liquid coatings, machine providers typically group them into two different categories, we'll say you've got either solid based or 100% solids product, this helps us guide the choice of what sort of applicator or group of applicators to use, it helps define the processing method. And gives us an idea of how we're going to cure the product, for solvent based coatings.
Typically, low viscosity, typically under 100 centipoise, often they require Del dilution for processing if they're not provided already diluted, during cure, you're going to lose quite a bit of wet film thickness, just due to the sovereign evaporation. And sometimes you can apply multiple layers of sovereign based coatings.
But again, selective, you're typically applying a single wet layer that the solvents evaporate off to get your thickness. And some typical examples you see in acrylics or solvent based urethanes. The other category you'd typically say are 100% solids coats. And these are products that have no solvent carrier in them, and they tend to be higher in viscosity, up to, 1,000 to 3,000 centipoise, in some cases even higher. Because there's no additional solvent required to process these, there's very little or known loss of the film thickness when they're cured.
These coatings are almost always applied in a single layer, and there's multiple curing options, depending on the type of product. So in other words, you might be curing with just humidity or moisture in the air, or you might be using strictly heat only, or you might be using a UV cure type of product.
Kevin Pawlowski:
Now you, you had mentioned 100% solids, but, Pierce, I think I heard you mention that, that's sort of a, can be a misnomer, can be sort of a marketing term from time to time.
Pierce Pillon:
It can be. Some of the companies will say, and this is a lot of times generally for where you see or where we've seen it mostly, with silicons, is that they'll say that it's 100% solid yet as the raw material, the raw polymer comes in the door, it already has some solvents in it is to make the polymer flowable. So, if you really want to call it 100% solid, they really shouldn't have anything in it, as far as solids or solvents go.
Kevin Pawlowski:
So, just something to bear in mind, if the spec requires 100% solvents or, there's further dilution involved, and it might be best to know what's in that, of course that should be on the SDS. Right?
Pierce Pillon:
For the most part, the new GHS format leaves a lot to be desired, in my opinion, things that had to be listed on the old ANC format are not required anymore now. Don't take it for granted that you're getting complete formulation information on that SDS.
Kevin Pawlowski:
So when in doubt contact a chemical supplier.
Choosing the Best Selective Coating Machine for You
Jon Urquhart:
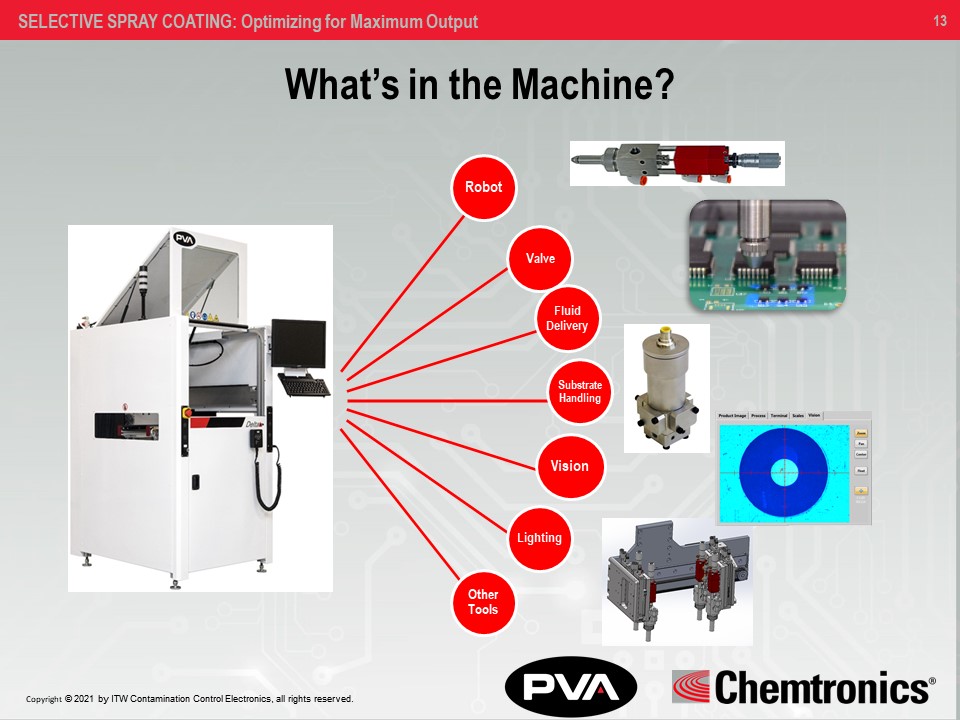
So, when it comes time to setting up equipment and choosing the tools to use, it helps to have a very basic understanding of everything we just talked about. What's the coating, how are you trying to apply it? Where are you trying to apply the coating on the substrate? And so on. And this helps guide what the coating system needs in order to complete the task.
Again, we mentioned coating machines can be simple three axis robots with a spray head, fed from a pressure pot, or you can have, much more involved configurations using four and five axis of motion, multiple applicators, fluid monitoring, barcode reading on, on, and on, all these different tools, integrated into the system, help keep process on track. Getting into some of the types of applicators, there's typically four types of applicators.
Selective Conformal Coating Applicator Technology: Atomized Spray
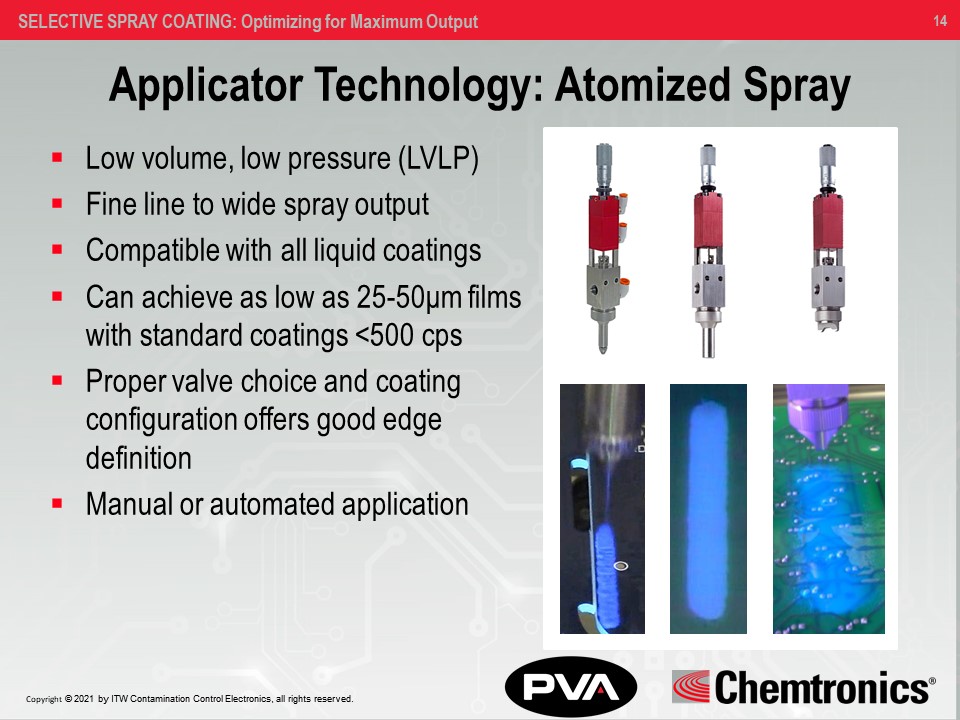
So the first type and probably most common is an atomized spray applicator. Atomized spray valves are pretty much the all-around option for applying the liquid form of coating, using a low volume, low pressure spray, which allows you to provide a selective pattern, you're not using a high volume spray gun, where you're getting this mist and cloud of material that goes everywhere, it's a very gentle, soft application of the fluids where it needs to be.
Atomizing can be used for fully selective applications or even automating a mask and spray type of a process. If you're using a solvent based coating, just be sure the coating is diluted to the proper ratio, or use a slow evaporating solvent. And that helps keep the spray heads clean and keeps them from drying too quickly.
Atomizing is also typically a choice for achieving the lowest film thicknesses that are required, for a lot of coating operations. Often, get as low as 25 to 50 micron films, and even thinner with highly solvenated, compositions.
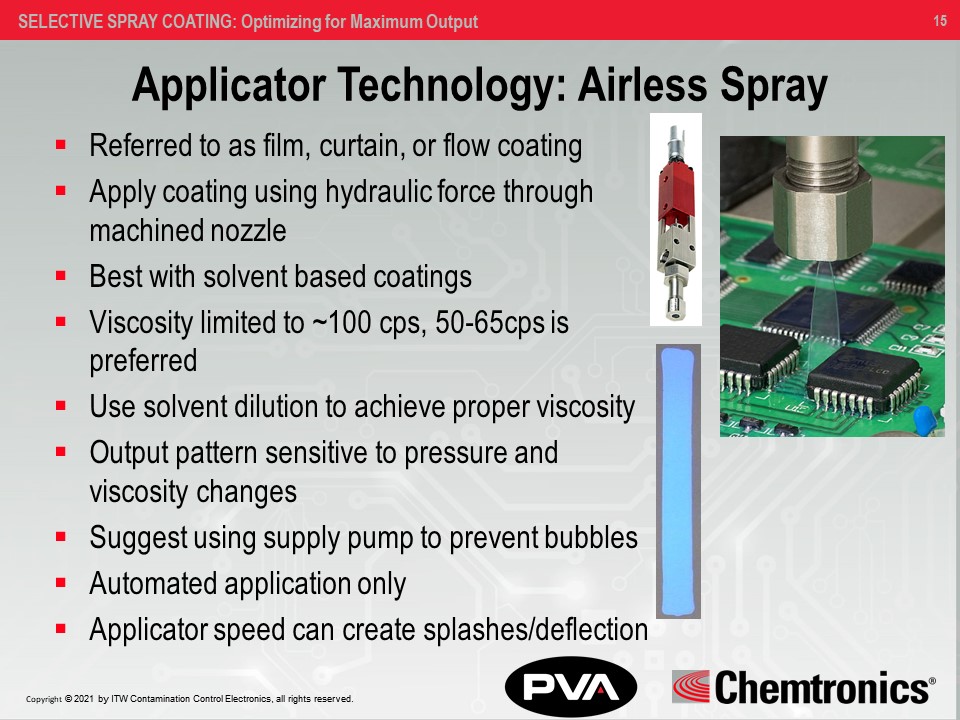
Selective Conformal Coating Applicator Technology: Airless Spray
There's a choice of fine, narrow spray and wide spray patterns available. And a combination of head sizes or types, can be configured to fit the process, and applicator speeds are typically in the, 100 to 200 millimeter per second range. Will say four to six, or four to eight inches per second rate. The second type of applicator is an airless spray valve. Oftentimes you refer to this as a film coating valve, a curtain coating valve, a flow coating valve, and this type of valve relies on the viscosity [inaudible 00:27:44] of the coating to create a solid fan or a film pattern, which lays down a very defined Stripe of the coating onto the substrate. This type of applicator what's really best in solvent based coatings.
Kind of the sweet spot is around 50 to 65 centipoise, but usually, anything under 100 centipoise can be run. There's other tools that can use to help, higher viscosity products work with this, but you typically want a very, very low viscosity coating to apply in here. The applicator speeds are much higher, they're in the 350 to 500 millimeter per second range. So you're anywhere from, I think you're about 12, 14 inches up to the 18 inches a second range. But, be aware, even though it is fast, because of the high speed, you've got a risk of possible splashing, from the coating bouncing off certain component geometries. If you do find something like this happens, often you can prevent this by maybe shifting the path slightly in your program, or even just try changing the direction of the coating path.
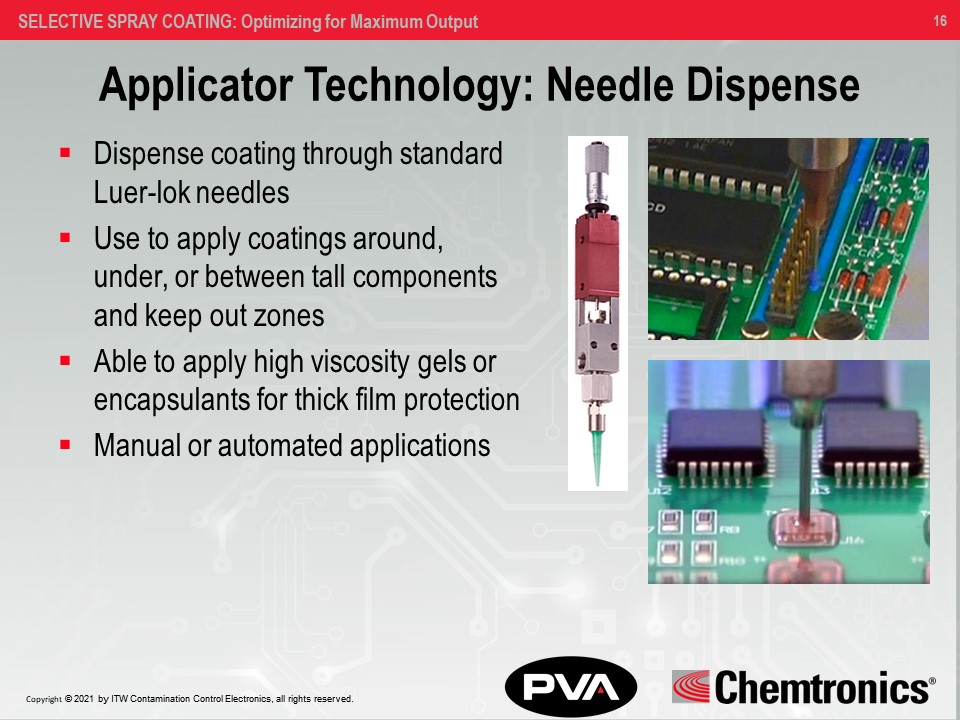
Selective Conformal Coating Applicator Technology: Needle Dispenser
The third common applicator used in selective heads, or selective process are needle dispense valves. And these typically, are very commonly used, they complement the work that a spray valve might do, and the needle valves are used to typically apply coating around or under tall components. You can use it to draw an outline around a coating area, or you're applying a line or a dot of coating onto a component, or component leads for maybe some extra coverage or else if you need to get into hard to areas between tall components. In cases where the coating requirements, or the product design doesn't exactly allow a fully selective process, and a lot of times needle valves are used to apply a liquid peelable mask in select areas before coating,
Kevin Pawlowski:
Hey, I have a question on the liquid peelable mask. If you're applying it with the needle, is there a sweet spot for viscosity, for something like that?
Jon Urquhart:
I've seen anything as low as 10,000 up to, will say 30, 40,000, obviously, and this is just saying, if you're applying from just a reservoir using air pressure. The needle valves can apply much higher viscosity products, but then you'd have to use a pump of some sort and remove it. So anywhere in the 10 to 40,000 centipoise, you can do higher viscosities if maybe they're thixotropic, but that's usually the sweet spot.
Kevin Pawlowski:
Yeah. And one caution that, we've run into on the Chemtronics side is, the sheer curing that can occur with some masks. So there's especially in the natural latex is what a sheer cure is, is under pressure. Like if you have some in your finger and you squeeze it, it actually cures as you do that. And, of course, the pressures get pretty high as you get to the end of that needle. So it could run into problems there. So if you're specking a mask for a process like that, and you could be plugging up on you, well, just thinning it down may not do it, and you need to take a look at that.
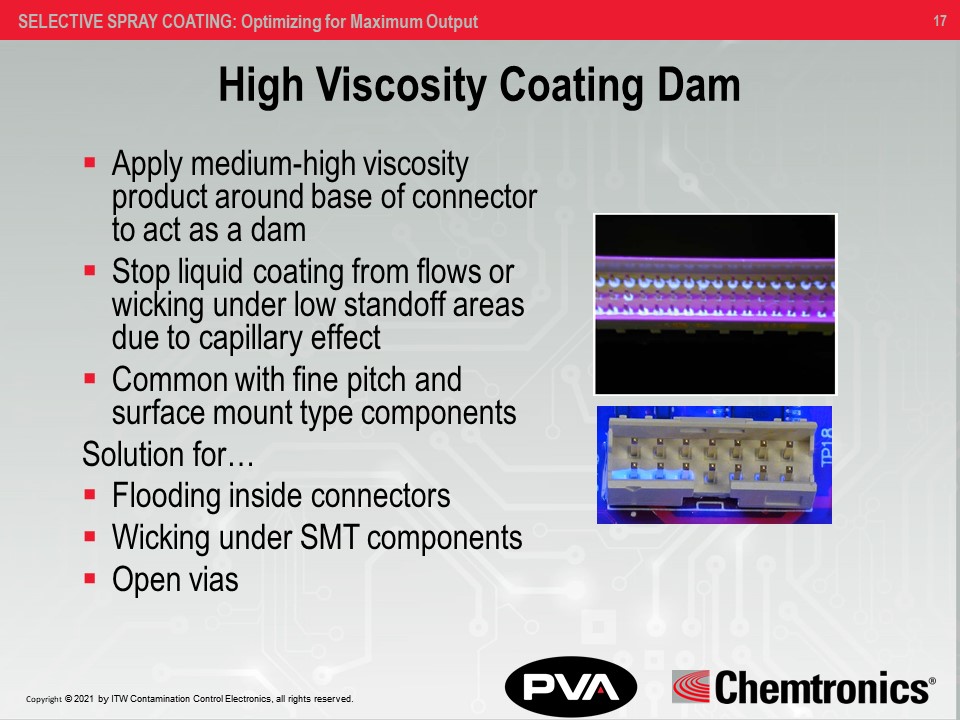
High Viscosity Conformal Coating Dam
So here's just a kind of an application tip, if you're using a needle valve, you've got maybe a high viscosity version or a gel version of the coating, use needle valve to draw a dam next to a keep out, or around a connector, prior to your spraying. I mentioned earlier about using a certain connector design to prevent wicking, but if you're a contract coating house or a contract manufacturer, you've got to use what you're given and you've got unsealed components, or unsealed connectors, it's always good to be able to use something that's got high enough viscosity.
You can apply it around the connector prior to using your low viscosity coating and it prevents anything from going inside. Typically we'll see this with a lot of service mount type, or through hole type connectors. Besides connectors a lot of times you'll see, using something like that for plugging opens vias, against to prevent coating from wicking through in the other side of the board.
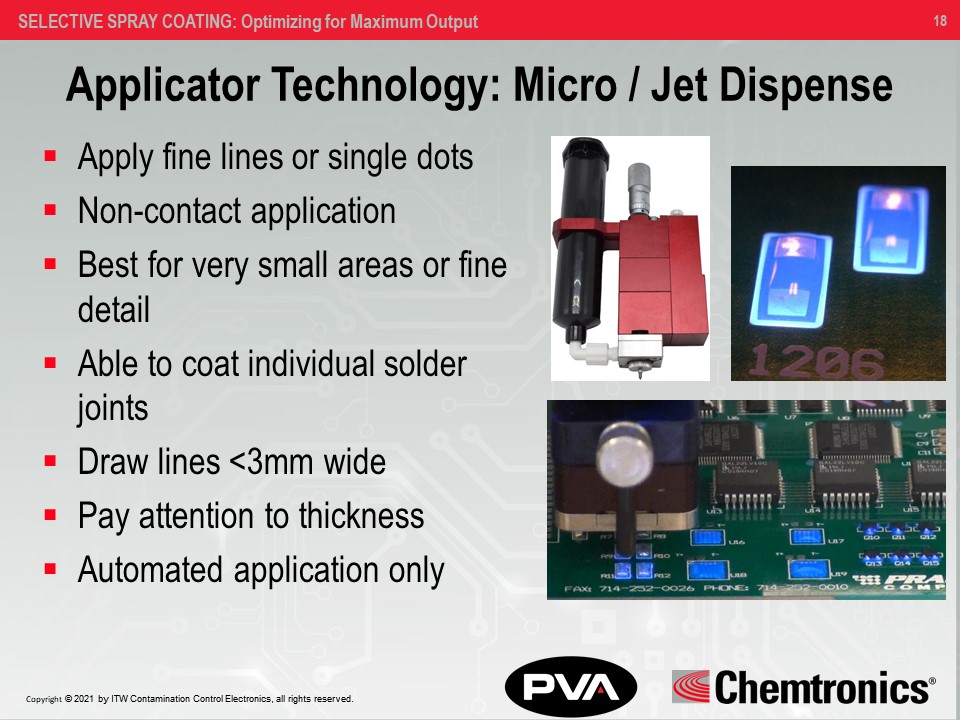
Selective Conformal Coating Applicator Technology: Micro / Jet Dispenser
And then the fourth kind of common applicator used in selective machines, is the micro or the jet dispense valve. These types of valves, they apply a very small amount of coating, either in a dot or a line, or some very defined pattern, often around keep outs or even coating individual components. These types of valves are what we'd call a non-contact type applicator and not necessarily spraying the coating, but you're just kind of letting dots or streams of liquid to exit the nozzle as it sits above the circuit board.
The main benefit of using a jet, is being able to really precisely deposit coating in very small amounts, from a distance of some cases, up to almost half an inch away from the substrate, depending on the substrate size, so you've got something very small, a jet or a micro valve alone might be all that's needed, an example of this would be on flex circuits, micro PCBs that use the mobile devices or medical products. Something to note is to be careful of the coating thickness that you end up applying using this sort of method. While jetting provides a very defined X, Y placement of the coating,
if the coating of viscosity is too high or the thickness implied is too great, it might not lay down and create a spin of film as if it was spray. So this could lead to, potentially future cracking issues when it's under stress, and the coating or possible assembly problems with intricate and small tolerance designs.
Gear Pump Coating Feed (GPCC)
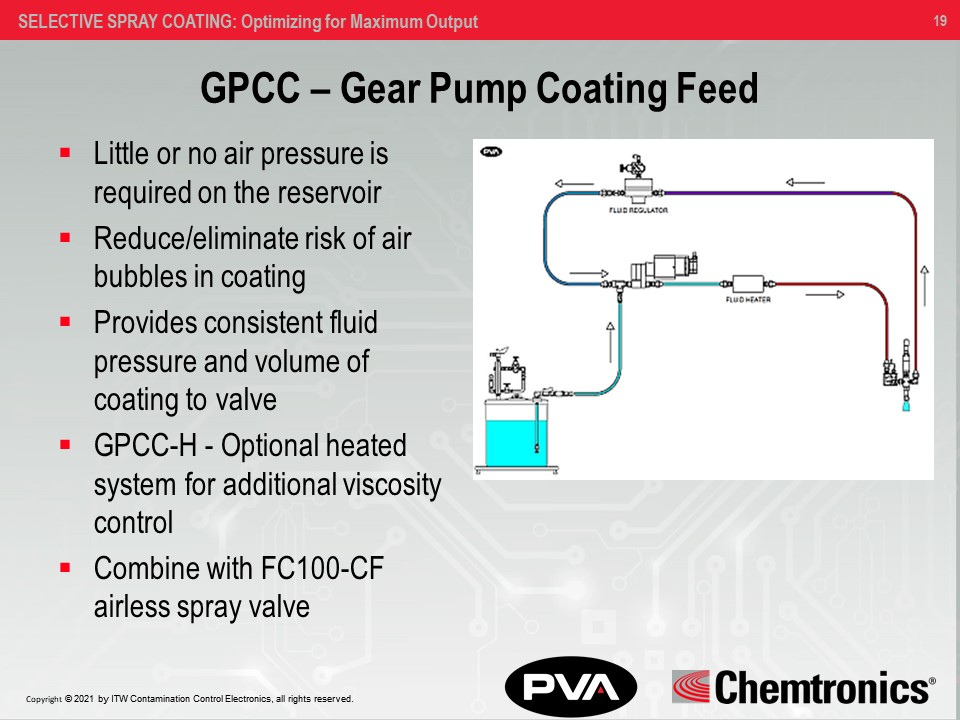
When you're feeding the coating systems, often a simple pressure pot will work. You're just putting air on a tank, send this material out to your applicators, and then, things are great. But that doesn't always work for everybody, and sometimes people want a more hands off approach. Maybe it's got issues with pressure fluctuations in their factory, whatever it may be. There's feed systems available often, using gear pumps or similar types of pumps, which can provide coating, right out to the applicator.
In some cases, this example here, we use a solvent based coating with airless applicators, where we'll actually circulate out to the valve, we'll run it through a heater. You've got warm coat at the valve, and then it recirculates back, through the system and continuously pumps through some... You do two things here, you raise the temperature of the coating so it's consistent. You also provide a much consistent thickness because the viscosity is not changing. And because you're using the pump to move the coating, it minimizes the risk of getting bubbles inside your tank, because at that point you need a very low amount of air pressure on the tank itself. You're just letting the pump move the coating and not the air pressure of the tank.
Continuous Film Calibration (CFC)
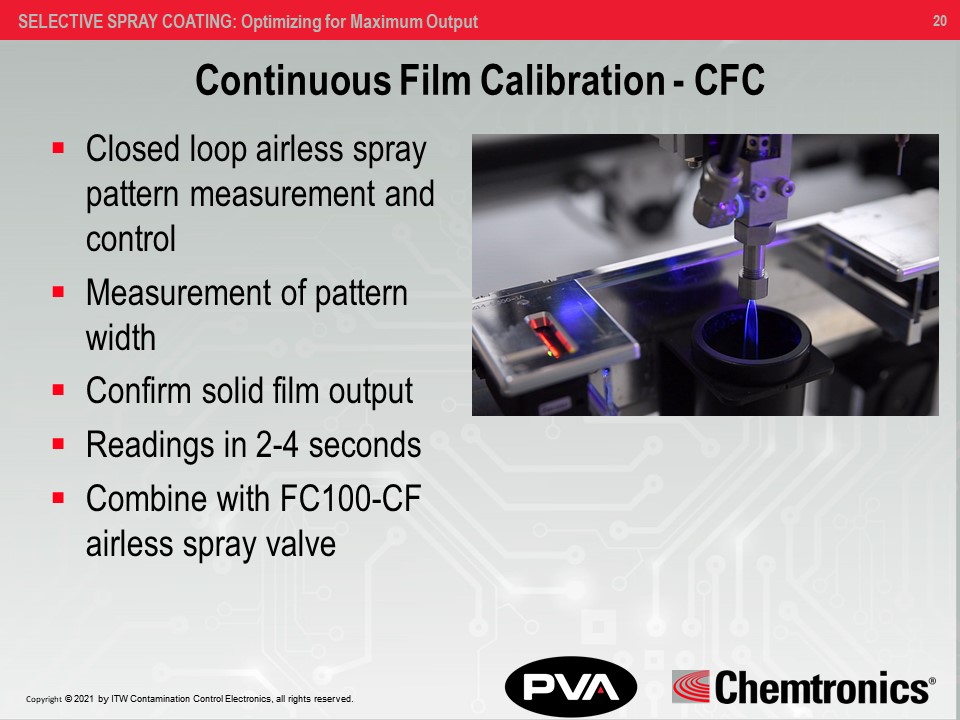
And another device that's used, and this is something we call continuous film calibration. This is often used with your airless applicators, and it's a measuring device used to calibrate the spray pattern, as it exits the valve. And while it's measuring it, it also is tied to patrol system to adjust the spray pattern with, to compensate for any variations, typically seen with viscosity fluctuation. Using this type of device, it's very fast, it only takes a few seconds, two to four seconds to take that reading. It not only measures the film with, but it also measures and... Well, it doesn't measure, but it verifies that the film is actually continuous across the entire spray pattern. So this ensures that there's no breaks and that the stripe that you're putting out is consistent.
Preparing the Chemistry
Pierce Pillon:
Okay. So you're going to be preparing the chemistry. So you have everything set up and it's ready for the delivery system. Well, the first thing that you're going to have to do is transfer for the coating fluid from the packaging container into your pressure vessel.
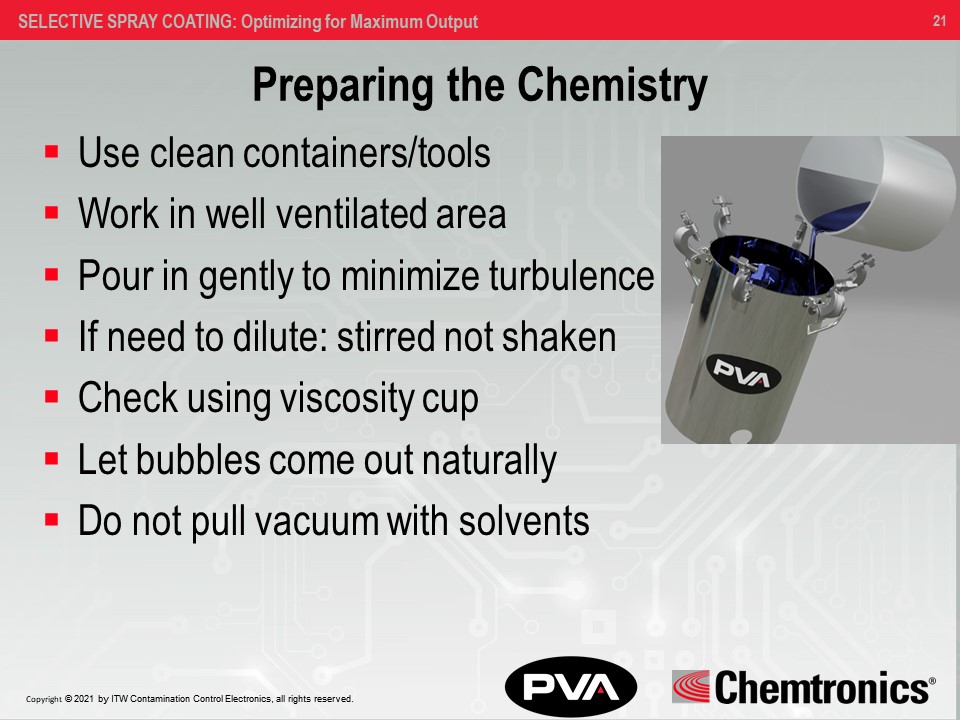
Well, first and foremost, always use clean containers, clean tools, just to reiterate what John has tried to hammer in on the housekeeping. One way to prevent a lot of cleaning on the pressure vessel is to use liners in there. Those liners are disposable. And once it's empty, if you're either adding material, you can change out the old liner, put in the new liner, add materials. Works very well if you're switching from one coat to another, as well as having to clean your lines in your applicators, you do want to work in a well ventilated area, because those solvents are just raw at that point.
So you need to protect your operators. As you can see from the picture, and maybe that's just the way the picture was taken or designed, but the pressure vessel is tilted. And then you have, someone's pouring in from the packaging format there. You want to pour in very gently to minimize the turbulence, because that just creates a lot of bubbles. And then you've got to sit there and wait for the bubbles to come to the surface and go away. Think about pouring a beer into a glass, to pour it down sideways and not create a head or any turbulence to the liquid at the bottom. If you need to dilute, stir it in, don't shake the vessel, mix it till you get to the desired viscosity. Now you can check using, various viscosity cups.
There's Ford, there's Zahn, it's based on a time on how long it takes to drip out of the cup. When you do this, please make sure that you clean the cup thoroughly, because it can affect one or two seconds, on your answer. Like I said, if you do have some airing draining there, let the bubbles come out naturally and never, ever, ever pull vacuum with a solvent born coating in your pressure vessel, or just even if it's just a holding vessel, because all that's going to do is force the coating to start curing out inside your vessel.
Kevin Pawlowski:
Just cover maybe a misunderstanding out there. Let's say you've got, you clean, but you don't clean that well, there may be little pieces of coating, won't that just dissolve in, it's the solvent, the same solvent dissolved in the first place, won't it just dissolve again?
Pierce Pillon:
Well, it can, some solvents really are very chemically resistant, once in solution they kind of tend to stay in solution, but then you got to work pretty hard to get them back into solution to dissolve, epoxies, urethanes are very common for this.
Kevin Pawlowski:
So chances are, it's just going to sit there, the piece?
Pierce Pillon:
It's just going to sit there and it could foul some of your lines, which just messes up your delivery system.
Conformal Coating Dilluting Tips & Tricks
Pierce Pillon:
Okay. Some little tips and hints if you're diluting. Well, if you've got an old time operator or old time engineer, you're going to hear this somewhere down the line, we've always dilute, well, because in years past most of the board coatings that were on the market were considerably high solids and the delivery system for the applicators at the time really couldn't, didn't have a wide operating range, they had to get it down to a nominal level before they could consistently and repeatedly deliver these coatings. So they had to dilute.
But nowadays the nozzles and the delivery systems are much more advanced. They have a wider operating window. But also a check with your cutting manufacturer because what 10 years ago, they may have offered an only one viscosity option, they'll have the same product, but they a lot of times will offer it in a high or a medium, or a low viscosity option depending on what your needs are.
So, as I said, the newer nozzles or applicators, they can also handle very low viscosities now, like down to 10 centipoise points where in the past it would almost pour out of the applicators. They really couldn't contain it very well. But as John couldn't can attest, there's been a lot of advances into engineering on these nozzles or applicators.
Now, bear in mind when you dilute, it will increase your overall cost. The diluent or your diluting agent may be very inexpensive, but it's going to cost you time. Your coating won't go further because you've diluted it. But what you have done is you've decreased your viscosity, but in the meantime you've also decreased your percent solids in that mixture. So your film build will be not as great as it was, basically your price per board will go down, but your total cost for the manufacturing goes up.
And by diluting, it will increase the ability for the coating to flow by lowering that viscosity. But if you go a little too low, then you're going to... It's just going to start wicking or flowing into your keep out areas, whereas before you were able to keep it within the parameters of your drawings. So be very careful when you dilute.
Conformal Coating Curing Methods: Ambient
The cheapest most inexpensive way is to cure at ambient conditions. It's slow. It's the curing rate or the speed at which it cures, it's going to be dependent on your coating thickness, your wet film thickness, as well as the temperature in that facility or curing area, as well as the humidity.
It's generally okay for solvent based and moisture curing coatings like RTVs. We recommend always using an enclosed cabinet rather than just racking in there, because some coats, if you're going to rack them vertically, which you almost have to do, some coatings have a tendency to slump a little bit, and you could find them after a cure in some keep out areas where they weren't there when you coated it. But in enclosed cabinet, you're laying them down horizontally just the same way that they were coated.
You want to use an exhaust in there to limit your operator exposure. But it also limits depositing FOD on that fresh coating, whether it's whether it's lead, fuzz in the air stuff coming through your ventilation system or your air conditioning registers. So there's a lot of pluses to doing ambient cure. The big pro or the big con is that it's extremely slow.
Conformal Coating Curing Methods: Heat Acceleration
Jon Urquhart:
So, when you want to accelerate the cure of, again, usually solvent based coatings, you can do this with heat cure and some RTV type coatings, but typically when you've got solvent based coating, you want to accelerate it. And we typically use IR ovens, as the energy from, from the IR infrared, is really a good choice as it's warming the substrate from the inside out. So, someone may say, "Well, I've got an old convection oven, it I'm going to use that."
Well, it will work, it can be done. I've seen people do it, but you've got to be careful to use a very gentle ramp to your cure temp to avoid skinning the board or the coating too fast on the board, which can potentially trap some solvents still trying to come out. And that ends up leading to air bubbles in the finish.
And when it comes to a selective process, again, the ovens used are typically conveyorized, there's a range of links depending, links of the oven depending on production rate and amount of cure required. And for an inline process, most often you want the coating to be tack free. You're not necessarily baking it, but you're getting tact free and it's solid so that, if the board can be handled for any next steps in the assembly or testing process. And if someone is handling the substrate, then you don't get drips falling off the board or you don't get fingerprints.
And it helps us minimize any contaminants getting to the substrate at that point. And then it's always good to run profiles using a production substrate in order to get a very accurate reading of how the board is heating up.
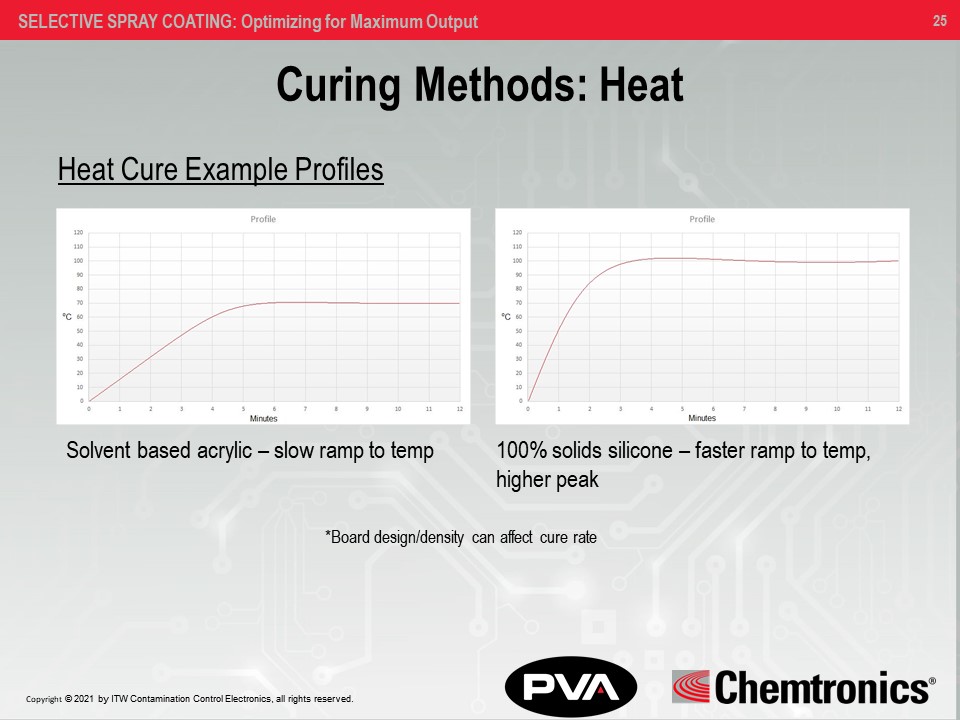
And then just, a couple example profiles, showing the difference between using something that does have a solvent, a coating that does have a solvent, versus something that's strictly a heat cure products, in this case, the heat cure product was 100% solid Silicone. If you notice the image on the left, you've got a much more gradual slope, up to temperature. And again, this is to avoid a skinning over of the coating or a trapping of the solvent's. You want to allow solvents time to generally, exit out of coating as the cross linking starts to happen.
And the image on the right, as I mentioned, with silicone, it shows a very fast ramp temp, but too much can also be a bad thing. Again, too hot, too fast, you still could generate bubbles maybe appearing around leads or underneath components, because you're just trying to hit it or shock it too fast. And any air pockets are just trying to get out, creating, leading to a bubble situation. So, if you do see something like that, where bubbles are generated immediately after or during the cure cycle, lower your ramp rate, if necessary.
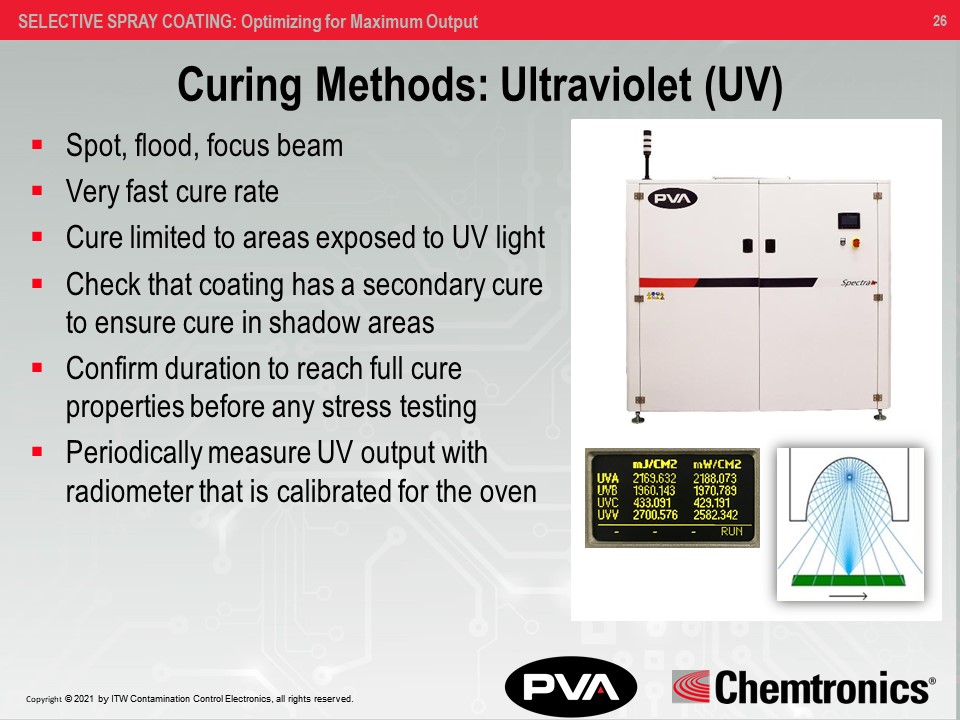
Conformal Coating Curing Methods: Ultraviolet (UV)
Then lastly another curing method and this is wholly dependent on the type of coating you're using, and if you're using and ultraviolet cure coating, you want to determine, do you need a spot cure? Do you need a flood? You using a focused cure, do you need a focus beam or you're just trying to cure an entire substrate?
Again with selective systems, these are all inline conveyorized ovens. You want to make sure the light can get into all the necessary coated areas to at least start the crosslinking process. If there are shadowed areas on your board where nine times out of 10, there usually is, you want to check to make sure your coating has some sort of secondary cure mechanism, whether it's a heat cure, secondary or moisture exposure, which will help provide, complete cure in your shadow areas overtime.
Just check with your coating supplier to, understand when the coat will actually reach full property use before you do any stress testing. And like with any oven, use the proper calibration tools in this case the radiometer, periodically to just ensure that the oven is providing proper output.
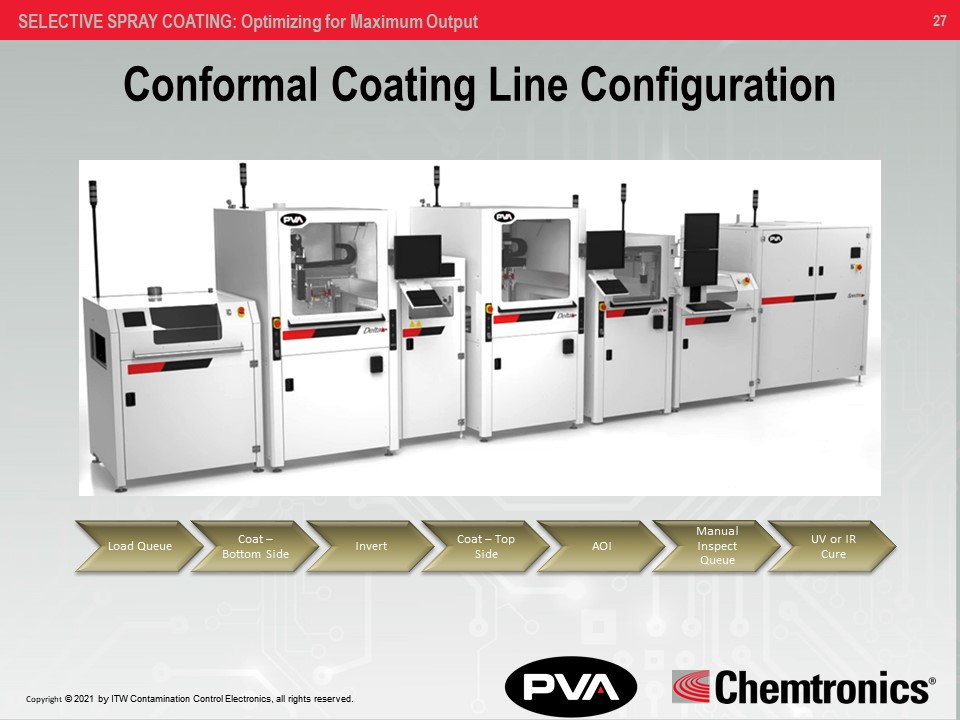
Conformal Coating Line Configuration
Then lastly, once you've got all your pieces in place, here's one example of an inline medium that high rate process to coat both sides of the substrate, including a flipper, a couple Q stations, AOI for inspection, inspection queue. And for an entry level process, you might only just need a single coating machine and a batch configuration may be all that you need, for very high volume production, features such as dual lane conveyors, multi-head tooling, multiple applicators can be added for and multiple machines, could be added for processing multiple boards at a time and just maximizing throughput.
Common Conformal Coating Defects
Pierce Pillon:
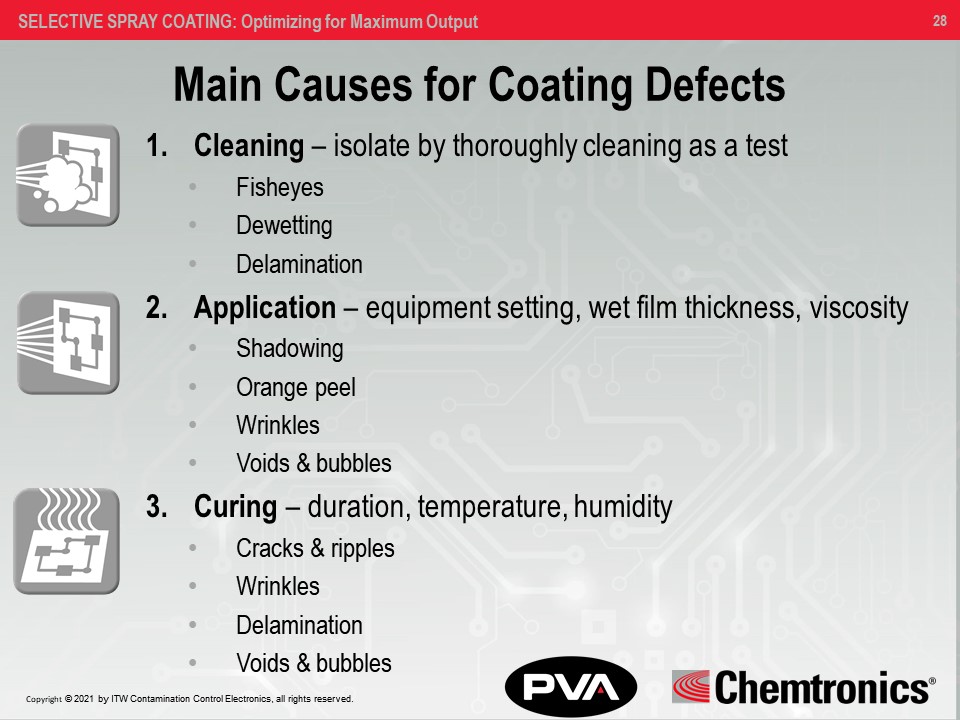
Okay. So what can be some, or actually the main causes for coating defects? And this slide is actually pulled from our coating defects webinar (https://www.chemtronics.com/conformal-coating-defects-when-things-go-horribly-wrong). So I'm not going to go into really any detail, but, cleaning application and curing are the three main causes per coating defects. Okay? Now there are categories with any each of those. And I do want to point out that, there are some defects or process indicators, that can be caused by more than one of these, for instance, voids and bubbles can be caused by, miscuring, it can also be caused by some of the application errors. So, I urge you to review that webinar or the slides for the webinar, I think you'll find a lot of good information on there in defects if you weren't able to attend.
PCB Cleaning Before Coating
Pierce Pillon:
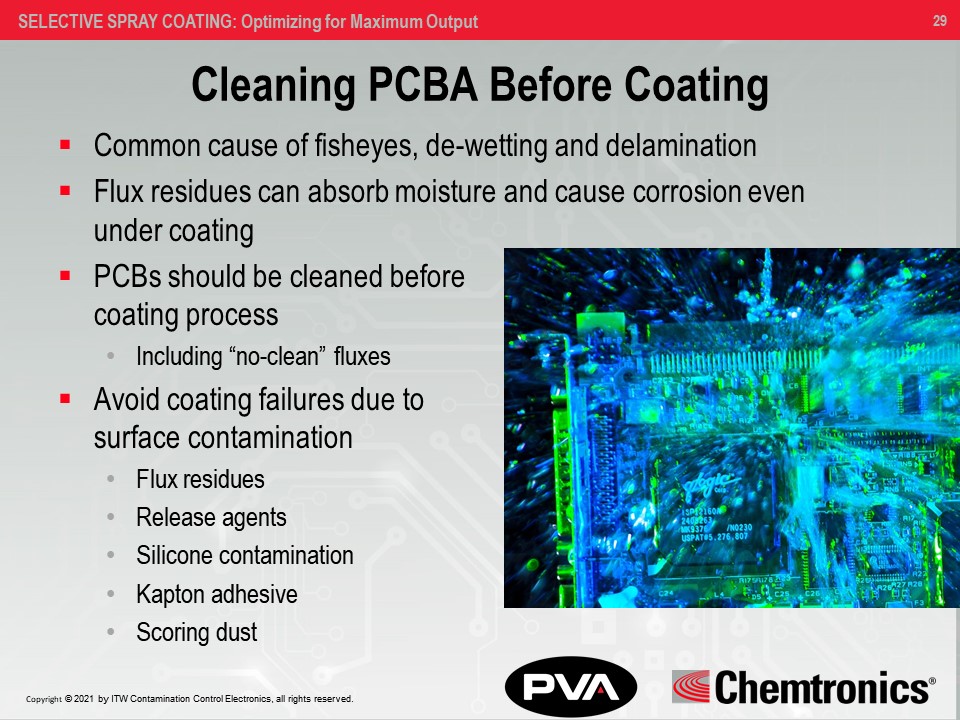
So cleaning your PCBA before you coat. Well, coatings love clean. Okay? But some of these areas below will resolve a lot of your coating issues. Okay? If you clean your PCBA before, post or actually post-auto and precoating, very common for a variety of causes, just because of FOD and other contaminants that are on the board, such as fisheyes, de-wetting, delamination, these are very commonly seen and uncleaned or improperly cleaned assemblies.
Flux residues that are left on the board can absorb moisture, they can and cause corrosion, even underneath the coating. So we always recommend that your assemblies should be cleaned before the coating process. This includes no clean fluxes, just a real quick no here, the way no-cleans work is that doesn't... Just because you don't have to clean them because of lack of dendritic growth doesn't mean that you shouldn't clean them prior to coating.
It depends on how good your cleaning process is, but you can avoid these failures due to a lot of these surface contaminations, flux residues, mold release agents on your components, silicone contamination which can come from almost anywhere. It's a very micro material, adhesive residues, like from kapton, that's just a generic term, scoring dust, any other FOD that may come and land on that board, before you coat.
Kevin Pawlowski:
And one thing I'd like to point out, sort of an intuitive way to look at this is, of coating formulators like Chemtronics. We go to a lot of care on what to put in these coatings to get the right effect. John, the PBA takes a lot of care on making sure the equipment does what is expected. You're adding variables. So if there's residue on the board, flux residue, or whatnot, it's mixing in there, chances are it's not going to stay inert. It's going to, you got some harsh solvents. A lot of times with coatings, it will mix in there. And you've got a little chemistry experiment there. And so it increases the potential for variability and thus some of these defects, so something to keep in mind.
Pierce Pillon:
Okay. So the impact of cleaning. Well, the whole idea of cleaning, essentially, number one, you remove the residues, but you do that because coatings love clean. And it has to be able to adhere to the surface of the substrate. Otherwise you're not going to get any functional projection, it's just going to either lift off, peel off, delaminate de-wet, and it's just not going to be a good process.
So, a lot of the residues fluxes, FOD, oils, greases, they all affect the ability of that coating to adhere to the substrate. And like I said, it could result in de-wetting, it could result in delamination if it's a relatively big piece of FOD, it just blocks the substrate from being coated. And overall you'll just get better integrity of that interface between the coating and the substrate. And it will allow that coating to protect the assembly the way it's designed to do by adhering to the substrate.
Kevin Pawlowski:
Thanks, John. Thanks, Pierce. Great job on that. So, our job is to make your job easier to make your process more effective and more efficient. Because like I said, you're not in the business of coating, you're in the business of making money by coating. So our job is to help you do that. So please reach out to us if you need anything.
Ask A Technical Question
Stay up-to-date on Chemtronics news, products, videos & more.
Related Products